Alert: Canvas Outage Update
Canvas access has been restored for our users, but the service reliability remains uncertain. Due to recent events, Canvas has had intermittent outages which are at the discretion of the vendor and may occur during a final exam. Faculty and staff may continue to use Canvas, but we strongly advise faculty and students to prepare a contingency plan for turning in assignments and final exams in the event Canvas access becomes unavailable again.
Instructure, the company that owns Canvas, has provided an FAQ about the incident, which may not answer all your questions. We will share more information if it becomes available.
Instructure, the company that owns Canvas, has provided an FAQ about the incident, which may not answer all your questions. We will share more information if it becomes available.
Learn More
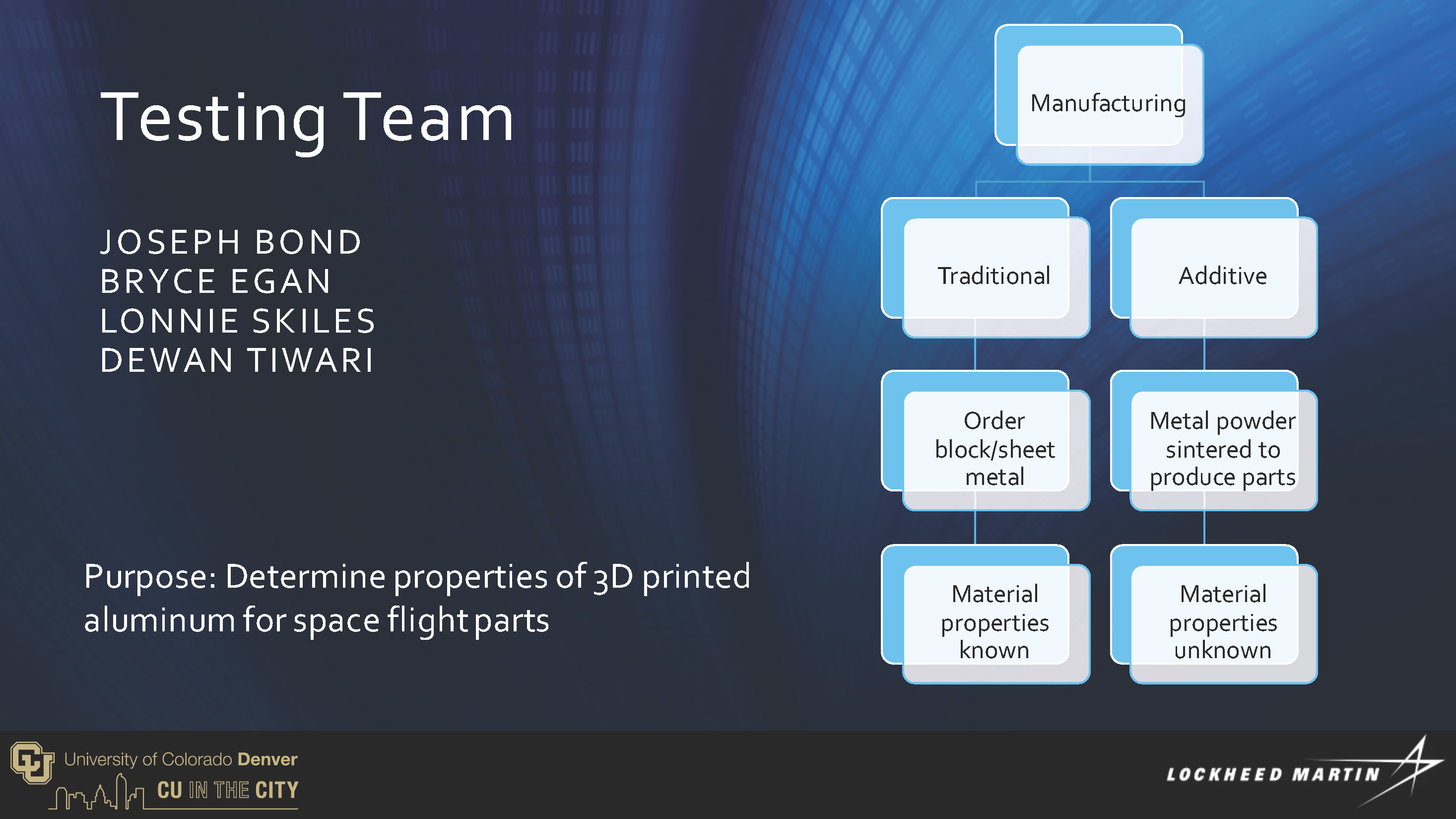
Lockheed Martin GPS Satellite Bracket – Testing Team
Department of Mechanical Engineering
Project Abstract
Producing metal parts through additive manufacturing is a very new and innovative process to the engineering industry. In traditional manufacturing, the designer can look up known mechanical properties of a metal and then order stock materials with certified properties. However, in additive manufacturing the structure and properties of the material is altered through the 3D-printing process. Furthermore, the aluminum powder used to produce the bracket is so new, there are no known mechanical properties that we can rely on while designing. Therefore, the purpose of the project was to characterize and validate the material properties of 3D-printed 6061 aluminum to ensure 3D-printed spaceflight components will not fail during launch.
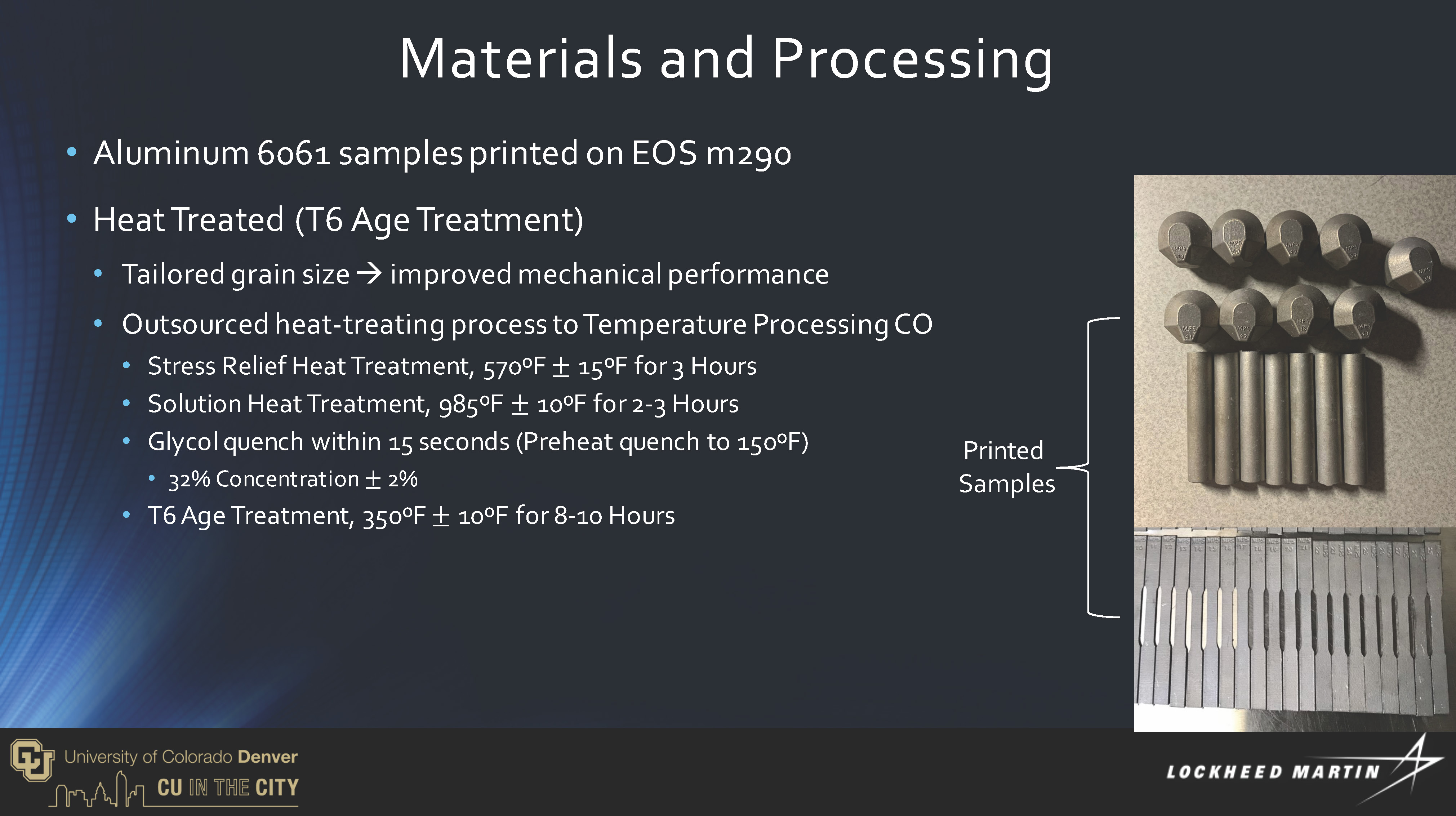
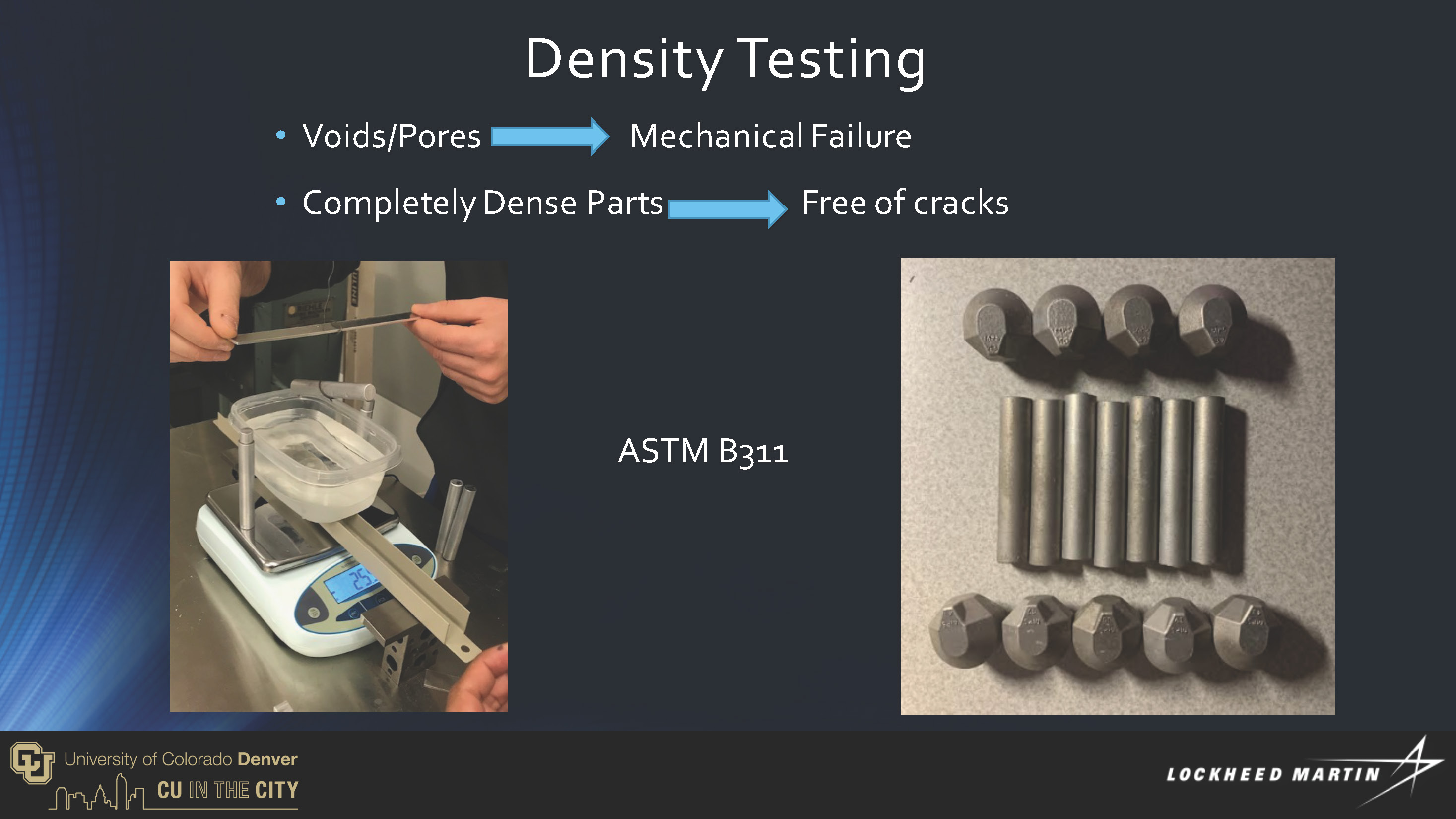
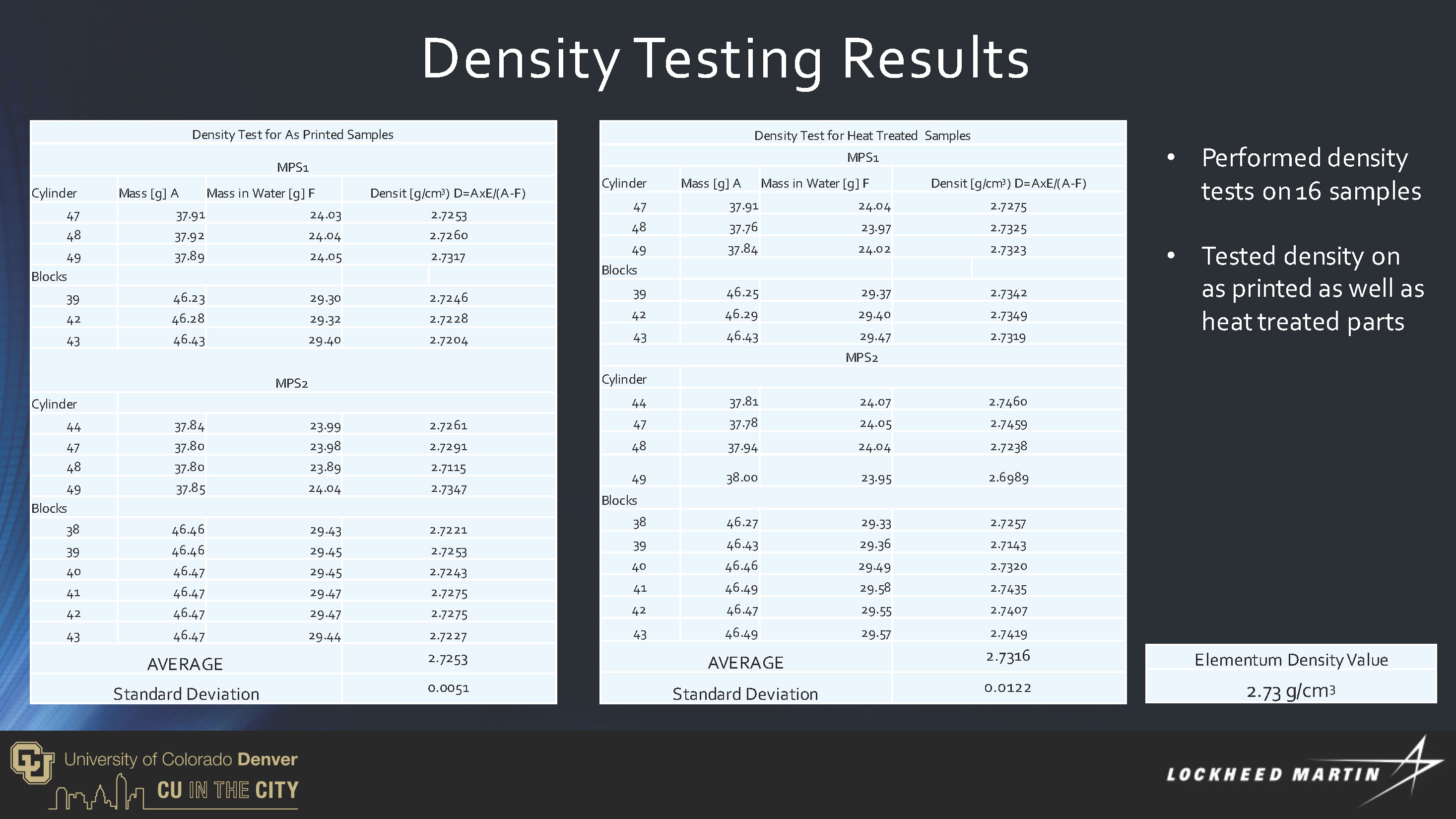
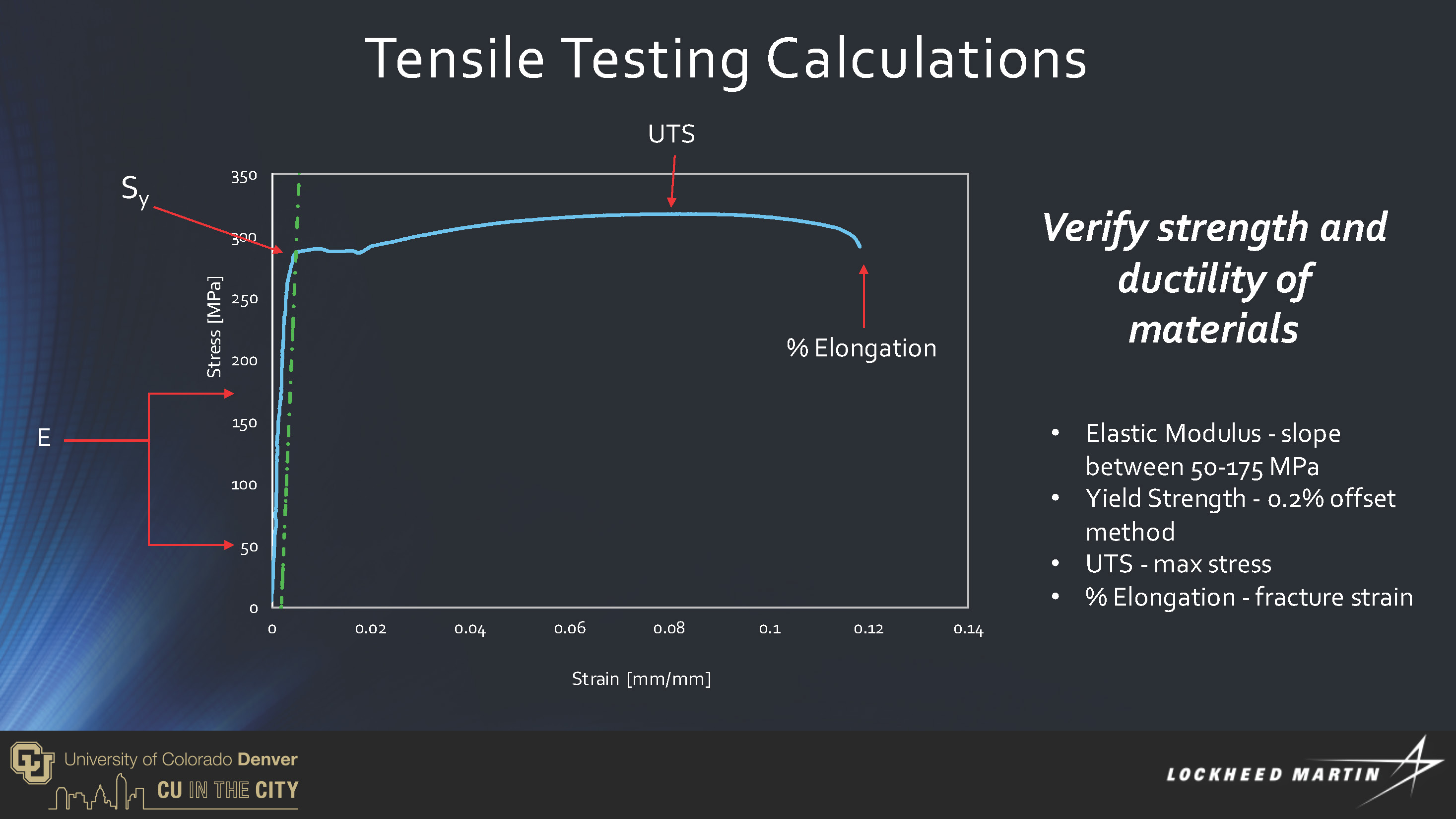
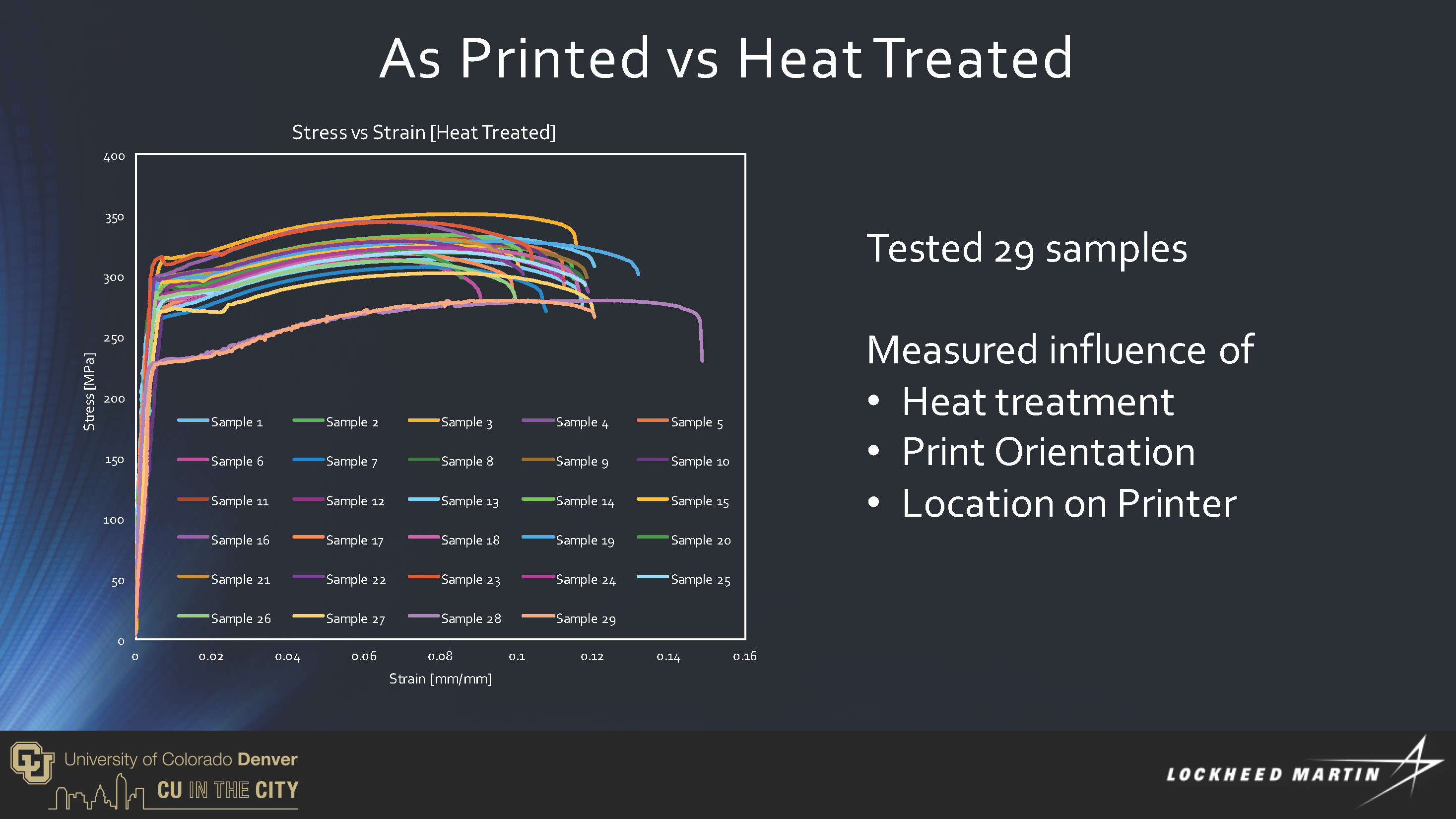
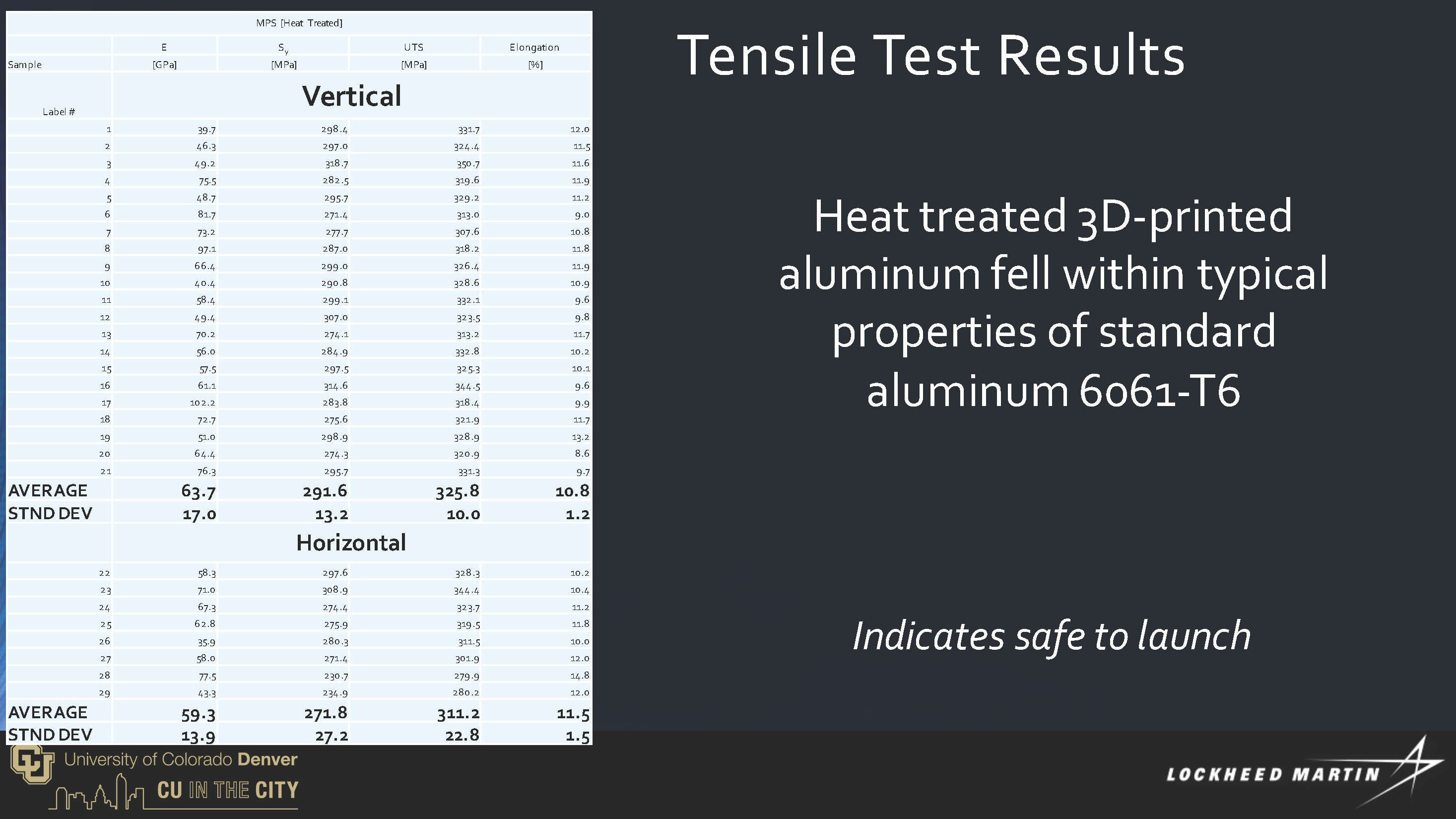
The properties of the material were determined using ASTM standards. Parts were tested both as-printed and heated treated to a T6 heat treatment. In additive manufacturing there is inherent anisotropy in the material, caused from the miniscule pores left behind between the layers of the metal as the laser melts powder on top of itself. First, density tests were conducted according to ASTM B311 to quantify the presence of porosity. The averages of both the as printed and heat-treated samples were found to be 2.73 [g/cm3], which is the same density reported for solid Aluminum, indicated an extremely low presence of pores. To determine any anisotropic influence on the strength of the metal, identical rectangular bars were printed in both vertical and horizontal orientations. Two full builds of test samples were printed on the EOS machine resulting in 56 samples. One build was heat treated, according to AMS 2770 (Aerospace Material Specifications) standards, to improve the properties of the metal while the other build was left as printed. The rectangular bars were machined into a dog bone shape and tensile tests were conducted based on ASTM E8. The as printed dog bones resulted in an elastic modulus of 54.4 [GPa] and 65.5 [GPa], yield strengths of 215.7 [MPa] and 245.8 [MPa], and ultimate strengths of 235.6 [MPa] and 259.3 [MPa] in the Z and XY orientations. The heat-treated dog bones resulted in an elastic modulus of 63.7 [GPa] and 59.3 [GPa], yield strengths of 291.6 [MPa] and 271.8 [MPa], and ultimate strengths of 325.8 [MPa] and 311.2 [MPa] in the Z and XY orientations. Overall, the heat-treated results were comparable to typical values of Aluminum 6061T6 and indicate this material is suitable for manufacturing.
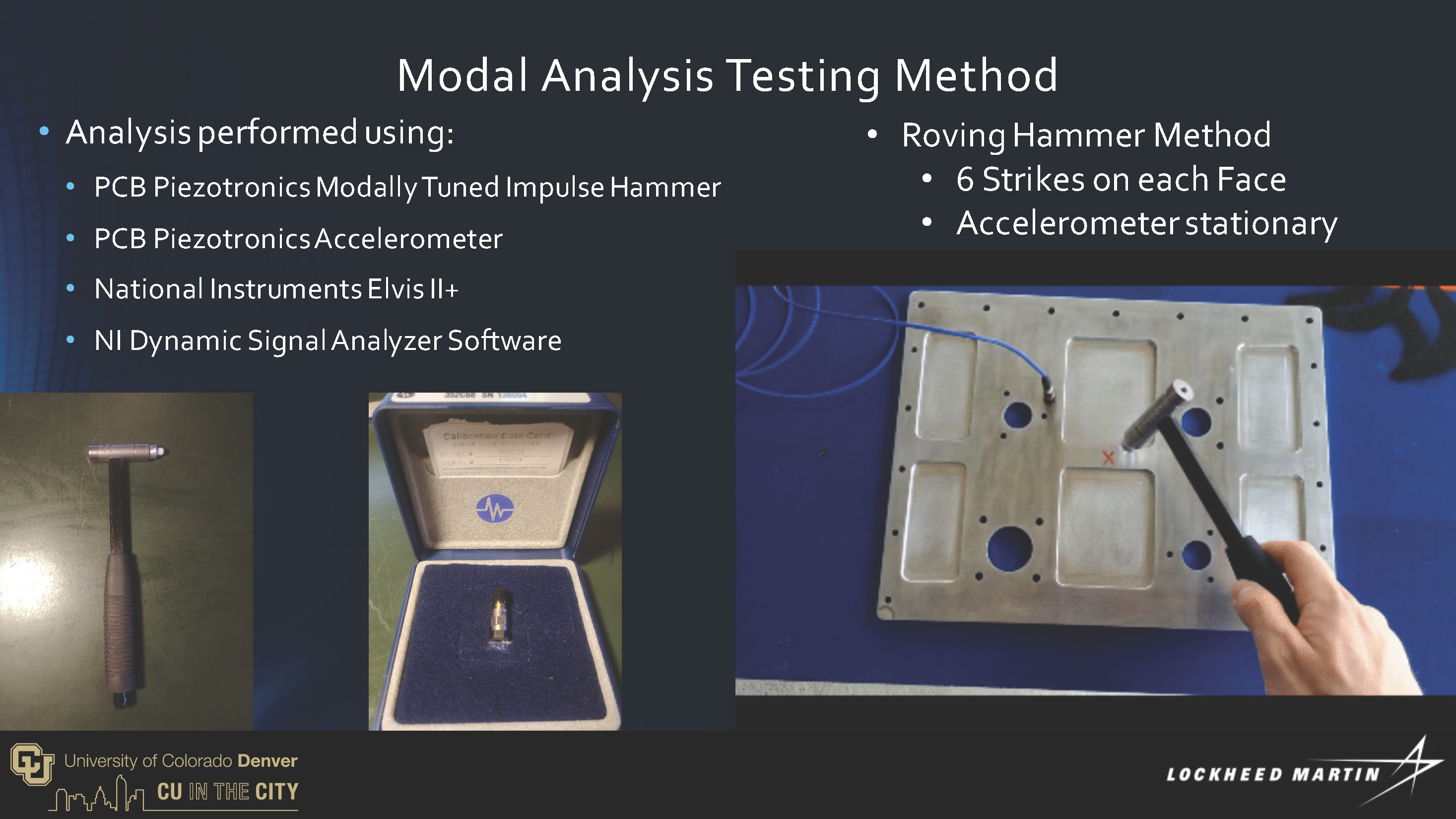
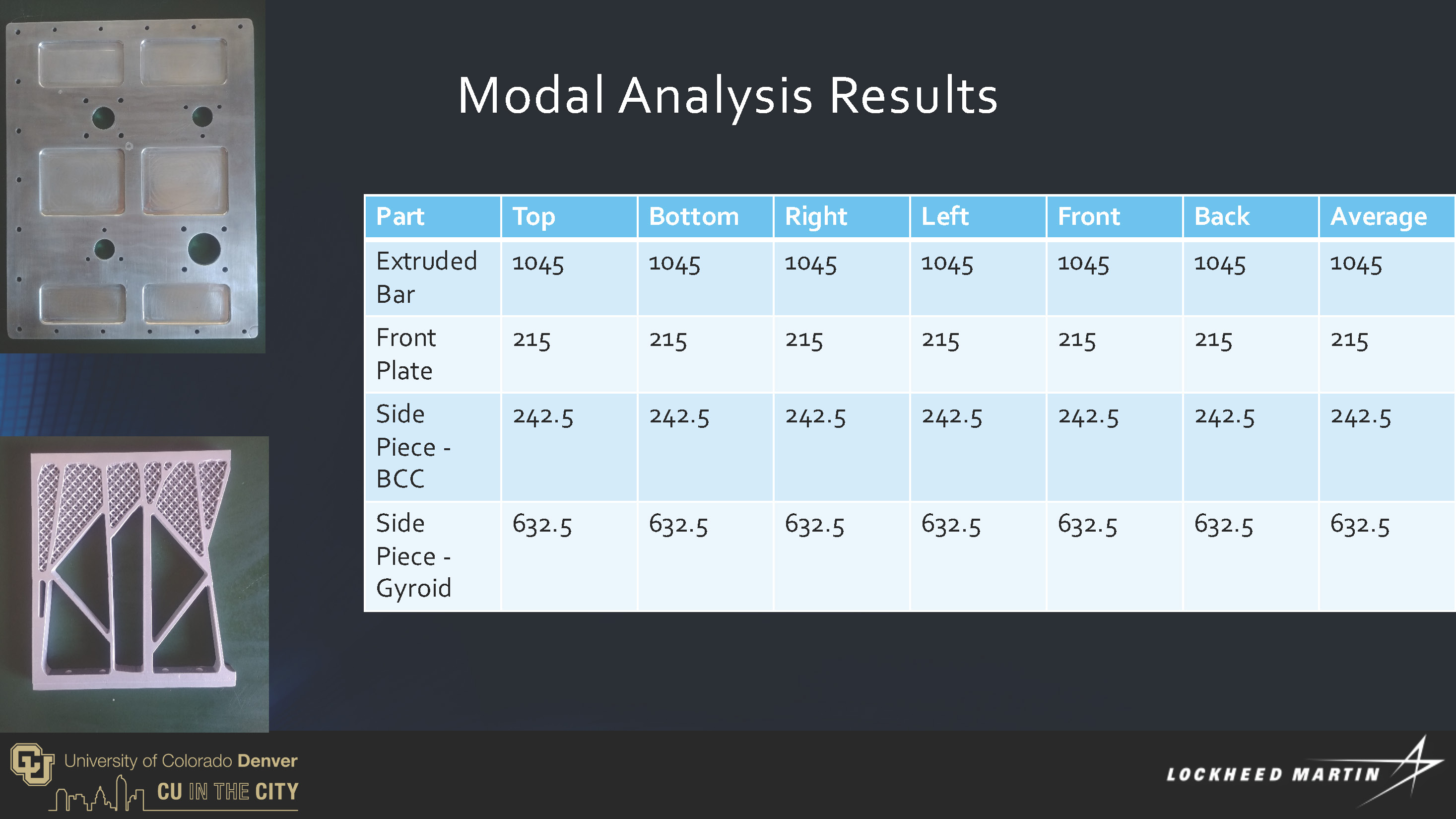
Finally, the bracket parts were printed and tested for natural frequency using an impact hammer. Lockheed required the final part to have a natural frequency greater than 100 [Hz]. Our bracket pieces had frequencies equal to 215[Hz], 242.5 [Hz], and 632.5 [Hz]. These consistencies with the manufacturer’s posted properties show that the material is reliable. Initial bracket testing meets the specifications set by Lockheed Martin.